服务热线:021-39907159
服务热线:021-39907159
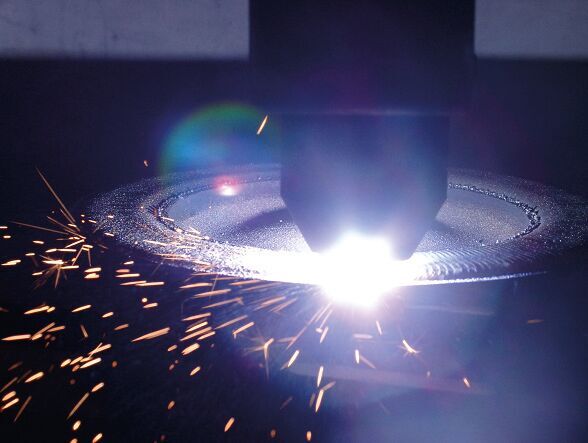
等离子堆焊于 20 世纪60 年代开始投入工业应用。它是利用焊炬的钨极作为电流的负极和基体作为电流的正极之间产生的等离子体作为热量,并将热量转移至被焊接的工件表面,并向该热能区域送入焊接粉末,使其熔化后沉积在被焊接工件表面,从而实现零件表面的强化与硬化的堆焊工艺。该堆焊技术具有生产率高,成型美观以及堆焊过程易于实现机械化及自动化等优点,符合绿色制造的发展趋势,在制造业中的应用日益广泛。
1 等离子堆焊设备
等离子堆焊设备包括焊接电源、电气控制系统、冷却水系统、送粉系统、数控行走系统等。
1.1 电源 采用一台具有陡降外特性的500 A 直流电源。非转移弧是从电源上接水冷电阻后供电。即共用端是负极,从正极上引出两头,一头接工件,一头经水冷电阻后到喷嘴的下枪体,构成两电源回路。
1.2 电气控制部分 三股气路即等离子形成气、送粉气、保护气、均采用氩气,气路与高频振荡器串联使用。控制动作程序:离子气→高频→非转移弧(小弧)→转移弧(大弧)(电流稳定到100 A 时,切断高频和小弧)、转台转动、枪体摆动、送粉气、保护气接通→送粉→焊到终点处电流衰减,切断送粉气,保护气衰减→总停。
1.3 冷却系统 等离子堆焊机的冷却系统主要是将焊枪工作时由等离子非转移弧和转移弧所产生的热量带走,使焊枪的温升保持在安全的范围之内。虽然不同设备的冷却系统在细节上可能有所不同,但其原理都是一致的:通过水泵不断将冷却水送到枪体中,回流的温度较高的水则通过换热器降温。为保证冷却效果,循环水箱需要达到一定的体积,为防止滋生微生物及避免对流道中金属部件的腐蚀,其中最好盛装去离子水。由于焊枪中的水流通道比较狭小,为保证能够迅速将热量带走,需要冷却系统的水泵能够达到一定的压力,为了保护焊枪,目前越来越多的设备在冷却水管中装有水压和水温传感器,当冷却水的压力降低并且水温升高到一定程度时,系统将报警,以避免烧损焊枪。
水冷系统中水的流动方向大致分为两种:第一种是水从内部流动循环,即通过导电水管(电缆在水管内)从作为正极的下枪体水套流入喷嘴,从喷嘴经绝缘部分流入作为负极的上枪体水套,最后流回到循环水箱,此种循环系统外部走线较整齐,冷却效果也较好,但对绝缘部分的可靠性有着较高的要求,一旦漏水,枪体难以修理;第二种水循环方式是水从下枪体流入喷嘴,再从喷嘴流入外部水管,最后经上枪体水套流回到循环水箱。这种水管路较上面显得繁琐,但易于维修。
1.4 枪体 等离子堆焊枪的核心部分是等离子弧发生器,辅以水管路、气管路及送粉管路。焊枪的品质对于堆焊质量起着至关重要的作用。等离子焊枪主要有两部分组成,即上枪体和下枪体,是由绝缘体来连结的,性能良好的焊枪应满足:在堆焊过程中,稳定性好,安全性高,堆焊效率高,焊后质量好,喷嘴使用寿命长,操作方便,易于更换,小巧灵活,手工半自动、自动焊皆可用。
枪体主要由钨电极、离子气管、陶瓷管、进水管、送粉气管、保护气管、出水管、喷嘴组成。为保证焊枪具有良好的使用性,必须保证钨极与喷嘴之间同心度要好。目前比较先进的焊枪是通过电极垂直升降滑动来进行调整,电极本身与上枪体之间采用圆柱面接触的精密配合,通过转动调节螺帽来控制电极的升降,调节时电极只能上下滑动而不旋转,以确保电极与枪体保持良好的同心度。钨极尖端不正时,可以适当旋转绝缘帽来对钨极进行微调。
2 等离子堆焊工艺
2.1 等离子弧种类
等离子电弧分为非转移弧、转移弧和联合型电_弧三种。三种电弧形式均是钨极接电源负极,工件和喷嘴接电源正极。
(1) 非转移型电弧。电弧形成于钨极与喷嘴之间,随着等离子气流的输送,形成的弧焰从喷嘴中喷出,形成高温等离子焰,主要适用于导热性较好的材料的焊接。但由于电弧能量主要是通过喷嘴传输,喷嘴的使用寿命较短,且能量不宜过大,不太适合于长时间的连续焊接,目前非转移弧在焊接领域应用得越来越少了。
(2) 转移型电弧。转移型电流是在喷嘴与工件之间形成,由于转移弧难以直接形成,需要先在钨极与喷嘴之间形成细小的非转移弧作为引导,之后过渡到转移弧,当生成转移电弧后,非转移弧同时切断。由于这种方式可以将更多的能量传递给工件,用于焊接,因此转移型电弧普遍地应用于金属材料焊接和切割领域中。
(3) 混合型电弧。顾名思义,转移电弧和非转移电弧并存,主要用于微束等离子弧焊接和粉末堆焊中。
2.2 等离子堆焊重要参数
2.2.1 焊接电流
在等离子堆焊过程中,最重要的工艺参数是焊接电流,随着焊接电流的增加,等离子弧能量增大,熔化和穿透能力增加。在堆焊过程中如果电流过小,填充金属不易熔化,堆焊层与工件无法形成良好的冶金结合,电弧不稳定,容易造成气孔、夹杂及未熔合等多种缺陷。反之,如果电流过大,工件熔化过较多,在增加稀释率的同时,增加了堆焊材料的烧损,降低堆焊层硬度;此外,由于较大的热输入量,工件还易烧穿焊坏,造成保护不良、氧化物多、咬边等严重的焊接缺陷,影响堆焊质量。焊接电流主要根据工件材料及堆焊速度和焊粉种类来选定的,电流过大过小都会影响焊后性能。此外,较大的焊接电流还可能引起双弧现象。
因此,在选定焊枪及喷嘴的结构后,焊接电流只能限定在一定范围之内,而这个范围是与其他焊接参数,如等离子气流量和焊接速度等参数相关。在设定了其他堆焊参数后,焊接电流和焊接速度的对应关系:焊接速度增加,相应焊接电流也须增加;反之,焊接速度降低,焊接电流要减小,当等离子气流量增加时,焊接电流要减小;反之,当等离子气流量减小时,焊接电流须增加。
2.2.2 电弧电压
电弧电压过低时,不易引燃电弧,电弧较软,穿度能力弱,不过电弧电压小可以减小母材对于堆焊材料的稀释率。电弧电压过高,温度升高,冲淡率也增加,不易焊接,难于掌控,不过电压过高,容易引弧。
2.2.3 气体的作用及流量
(1) 气体作用。氩气在堆焊过程中起输送焊粉、引燃电弧和保护电弧稳定燃烧的作用,在喷嘴内壁和弧柱之间起堆焊热源的作用,并对电弧进行压缩,增加能量集中度。氩气作为电离介质与电弧的热导体,起熔化堆焊粉末和基材金属作用,并保护钨极、堆焊层和工件在堆焊过程中不被氧化,因此对气体纯度要求较高,以保证电弧稳定燃烧,提供良好的携热性能,同时氩气对钨极和工件与喷嘴没有腐蚀作用。
(2) 气体流量。气体流量包括离子气、保护气和送粉气,在堆焊过程中需要对其分别进行控制。
进气口直径一般为6~8 mm,调节气体流量时,如果流量过大,容易使电弧喷射速度加快,弧流冲力过大造成翻渣现象,易把喷嘴烧坏。气体流量过小,对电弧压缩能力减小,电弧软弱无力,堆焊热量减少。气体流量对焊接质量影响较大,因此需要慎重选择。
2.2.4 焊接速度
焊接速度是影响堆焊质量的一个重要参数。在其他条件一定时,焊接速度增加,工件表面的热输入量减小。反之,如果焊速太低,会出现过热现象,直接影响焊接质量。焊接速度和焊接电流以及气体流量之间是相互影响的,它们之间的关系如前所述。
2.2.5 焊枪距离
堆焊过程中,焊枪喷嘴和工件之间的距离对其他参数的影响不是很明显,因为等离子电弧的挺度好,等离子焊接的扩散角仅为5°,基本上是圆柱形。
但如果距离过大,熔透能力降低,气体保护质量降低;距离过小则易造成喷嘴被飞溅物粘附,堵塞送粉孔,一般应控制在4~8 mm 范围内。
2.2.6 转台转速
转台是堆焊设备的主要部件,转台的运转平稳性和速度会影响到堆焊质量,太快容易造成焊道不易成型,或者堆焊层太薄,电流小时还可能出现未熔合,焊道不美观,堆焊质量低等问题。太慢则容易造成温度过高,焊道过厚,表面不光,烧穿等问题。因此合理地选择转速对获得良好的焊接质量有着重要的作用。
2.3 堆焊粉末分类
目前国内外所采用的等离子堆焊粉末主要有自熔性合金粉末和复合粉末两大类。
2.3.1 自熔性合金粉末
自熔性合金粉末主要由镍基、钴基、铁基、铜基等几类构成。虽具有良好的综合性能,但由于镍和钴属稀缺金属,成本高,一般也只用于有特殊表面性能要求的堆焊中。而铁基合金粉末具有原材料来源广,价格低的特点,同时具有良好的性能,因而得到越来越广泛的应用。
(1) 镍基自熔性合金粉末。以镍为基的自熔性合金粉末统称为镍基合金粉末。镍基自熔性合金粉末熔点低(950~1150 ℃),具有良好的抗磨损、抗腐蚀、抗热、抗氧化性等优异性能。它可分为两类:
镍硼硅系列和镍铬硼硅系列。镍硼硅系列是在镍中加入适量的硼、硅元素所形成的自熔性合金粉末;镍铬硼硅系列是在镍硼硅系合金中加入铬和碳,形成用途广泛、品种繁多的镍铬硼硅系自熔合金。
(2) 钴基自熔性合金粉末。以金属钴为基,在司太立合金基础上发展起来的,在钴铬钨合金中加入硼、硅元素形成的自熔合金粉末统称为钴基合金粉末。钴基自熔性合金具有良好的流动性、红硬性、抗腐蚀性及抗热疲劳性能,可以应用于在600~700℃高温下工作的抗氧化、耐腐蚀、耐磨损的表面涂层,如高压阀门密封面的堆焊。
(3) 铁基自熔合金粉末。以铁为主,适当添加铬、硼、硅等元素所形成的自熔合金粉末统称为铁基合金粉末。这类合金是在铬不锈钢和镍铬不锈钢的基础上发展起来的。可分为两种类型:奥氏体不锈钢型自熔合金和高铬铸铁型自熔合金。
(4) 铜基自熔合金粉末。目前我国研制并生产应用的铜基自熔性合金粉末主要有两类,一种是锡磷青铜粉末,另外一种是加入镍的白铜粉末。其具有较低的摩擦因数,良好的抗海水、大气腐蚀等性能,并且具有抗擦伤性好、塑性好、易于加工等特性。
2.3.2 复合粉末复合粉末
近年来日益成为研究和应用的热点,它是由两种或两种以上具有不同性能的固相所组成,不同的相之间有明显的相界面,是一种新型工程材料。组成复合粉末的成分,可以是金属与金属、金属(合金)与陶瓷、陶瓷与陶瓷、金属(合金)与塑料、金属(合金)与石墨等,范围十分广泛,几乎包括所有固态工程材料。
3 等离子堆焊的应用行业
由于等离子堆焊的特点和优越性,其已广泛应用于石油、化工、工程机械、矿山机械等行业。
3.1 阀门密封面堆焊
阀门在使用过程中,常处在较高温度和较高的流体压力下,且阀门经常启闭,在此过程中,由于密封面间的相互摩擦、挤压、剪切,加之流体的冲刷和腐蚀等作用极易受到损伤。一旦密封面出现损伤,就会导致泄露量增加,丧失阀门的使用性,成为废品,甚至造成严重的安全事故。因此,阀门密封面堆焊材料质量的好坏,将直接关系到阀门的使用寿命和生产的安全可靠性。通过采用等离子堆焊工艺将高合金粉末材料堆焊在普通材料上,以提高其耐磨损、耐腐蚀及高温性能,延长阀门使用寿命,同时节省贵重材料,降低产品的成本,这一方法已在电站阀门行业得到普遍应用。
3.2 石油化工装备
石化工业中,生产设备工况条件具有三高(即高腐蚀、高磨损及高温)的特点,采用等离子粉末堆焊工艺,将镍基或钴基高合金材料堆焊在设备密封面上,达到提高设备使用寿命和运转安全性的目的。这种表面改性方法对提高材料耐磨、耐腐蚀及高温性能,延长使用寿命,节省贵重材料,降低产品成本具有重要意义。采用此方法将高合金粉末材料堆焊在普通材料上,可以获得优异的表面性能。因此,这一方法已在石油、化工行业中得到广泛应用。
3.3 矿山机械
采煤机截齿对强度,耐磨性,寿命要求较高,采用等离子堆焊设备在表面堆焊特殊合金粉末,可以显著提高采煤机截齿耐磨、耐冲击性能,可保护截齿头免遭强烈的磨损而过早失效,在机械化综合采煤生产作业中获得了推广应用。截齿耐磨堆焊层的出现和使用,将截齿刀头与被切割煤岩之间的摩擦、冲击等作用,转换为或部分转换为堆焊层与被切割煤岩之间的摩擦、冲击等作用,从而达到了保护截齿刀头的目的。另外将报废截齿修复再利用,则截齿耐磨堆焊工艺技术,将成为煤矿装备实现节约型循环经济技术的重要组成部分。因此,近年来在多种可供选用的防止截齿过早失效的冶金技术中,截齿耐磨堆焊以其工艺简便和效果较好等优势,在工业生产中最受欢迎。
4 等离子堆焊存在的主要问题及发展前景
因为等离子堆焊主要以金属粉末作为堆焊材料,并且大部分堆焊材料系自熔性合金,堆焊质量对粉末质量的依赖性很大。在堆焊过程中会有少量粉末飘散而造成浪费。在堆焊过程中因粉末飞溅,长时间施焊易产生粘喷嘴现象,在堆焊较粘人材料,例如镍基合金时,这个问题尤其突出,已经成为影响工艺稳定性的重要因素。以上问题除了与堆焊合金本身的特性有关之外,主要与焊粉的粒度、形状及焊枪(特别是喷嘴)密切相关。
目前焊粉的生产已经从水雾化逐渐过渡到气雾化,从而使得焊粉的颗粒保持很规则的球形。而焊粉的粒度组成则可以通过筛分环节严格控制。但现在关于焊枪的设计和加工过程中仍有许多问题,例如送粉孔的数量、分布以及焊枪表面防粘涂层的选择和应用都值得进一步深入探索。
在系统控制方面,由于等离子堆焊工艺参数比较复杂,因此等离子焊接设备中要控制的对象比较多,主要包括转移弧整流电源、高频振荡电源、气量、冷却水、堆焊数控机床、送粉器和摆动器等,其中任何一个参数的变化都可能影响堆焊层的质量和性能。刚开始采用手动控制,堆焊质量与操作者有非常大的关系。
为了进一步实现等离子堆焊设备的小型化、控制系统化和操作自动化,目前在设备控制方面,越来越多研究者在等离子堆焊设备中引入可编程控制器对设备进行系统控制,但是许多人只是将 PLC 作为一种替代传统的继电器控制系统的逻辑顺序控制器,未能充分发挥 PLC 的软件功能,因此通过充分发挥 PLC 控制的软件功能,在增强设备的自动化和智能化程度方面,在提高设备工艺适应性和运转稳定性方面,仍有广阔的研究前景。
尽管目前仍存在着许多问题,由于其优异的技术特性,等离子堆焊技术在国内外仍得到了大量应用。在实际的工业生产中,等离子堆焊主要用于表面技术,以提高工件(阀门密封面、气阀密封面、模具刃口、输煤机中部槽板、槽帮、无缝钢管顶头、运动部件摩擦副等)的耐磨性能,以及石化工业设备的耐腐蚀性能,同时延长使用寿命为主要目标。采用各种堆焊材料提高零部件的性能,也是生产和研究的重点。但这些研究工作仅限于材料的表面改性上。如今高温合金已应用于航空航天、工业燃汽轮机及高速机车等方面,在长期使用中就要求具有高的强度、较佳的抗氧化性能、耐蚀性能和良好的低周疲劳抗力,通常合金的成分及组织对其性能有重大的影响,因此通过等离子堆焊技术在高温合金的成形及加工方面的应用,获得均匀细小的组织结构成为改进合金综合性能的重要手段。随着制造业的快速发展,为了满足各种行业的需要,尤其是在快速制造领域,等离子沉积制造技术也得到人们的注意。
等离子沉积制造技术是在等离子粉末堆焊和快速成型技术的基础上发展起来的一种新的材料增量制造技术,它首先是在计算机中生成零件的三维 CAD 模型,然后将该模型根据具体工艺方法,按照一定的厚度进行分层剖分,将零件的三维数据信息转换成一系列二维轮廓数据,再经过逐层熔覆的方式制造出三维零件,也被称之为 3D 打印。由于等离子弧的温度极高,粉末融化充分,从而得到的熔覆层材料组织细小、均匀、致密,同时具有柔性好、加工速度快、对零件的复杂程度基本没有限制等特点,能直接制造出满足实际使用要求的组织致密的金属零件。并且几乎不受原料种类限制,因此在缩短制造加工周期、节省资源与能源、发挥材料性能、提高精度、降低成本方面具有很大的潜力,因而受到越来越多的关注,可见等离子堆焊技术在未来具有很好的发展前景。
5 展望
21
世纪是一个倡导绿色制造的时代,中国经济的迅速崛起和制造业的蓬勃发展,必然对焊接技术提出更高的要求。等离子堆焊技术具有诸多与绿色相符的特征,因而等离子堆焊技术的研究与应用必将成为绿色制造技术的重要组成部分。
